|
Notes: Each of the nine specimens has an old handwritten paper label wrapped around it, secured with thin twine on some of the sections. While the labels are useful in helping establish which cable each section came from, in some cases they contain inaccuracies or misspellings. The cable sections are listed below in chronological order based on dates and other information on the labels.
The first line of text on each entry is a verbatim transcription of the handwritten label, with errors uncorrected. For example, the Waterville label, shown in full to the right, gives the date of the cable as 1903 (actually 1905) and the ship’s name as Colonial (actually Colonia).
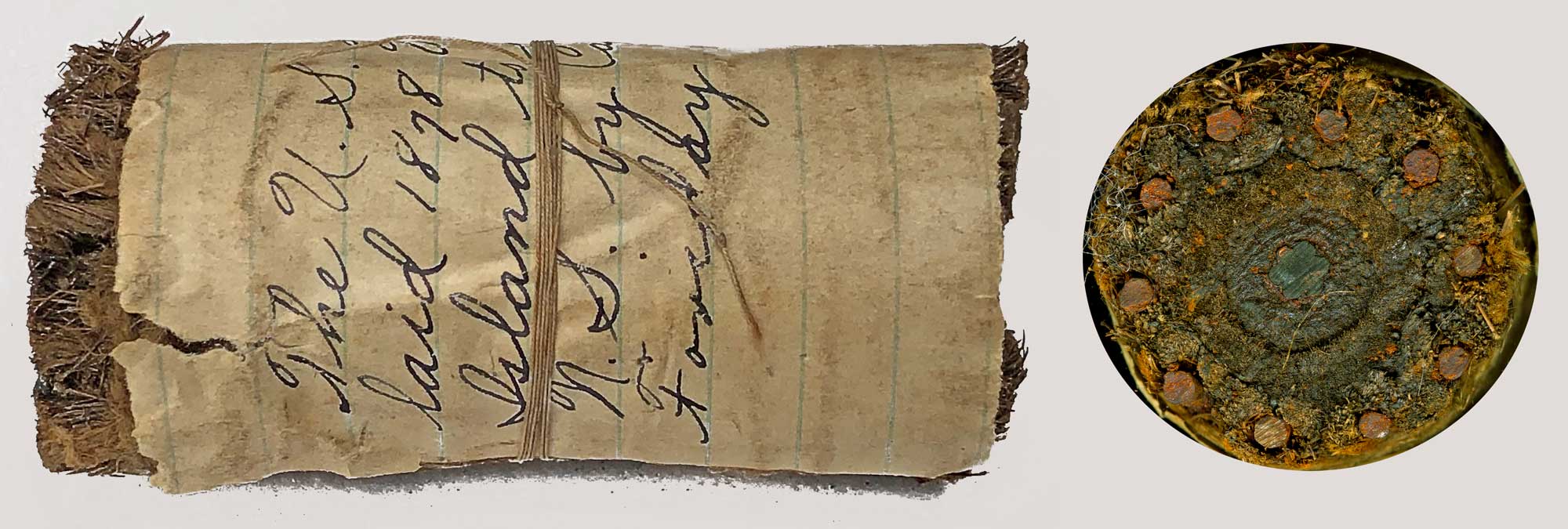
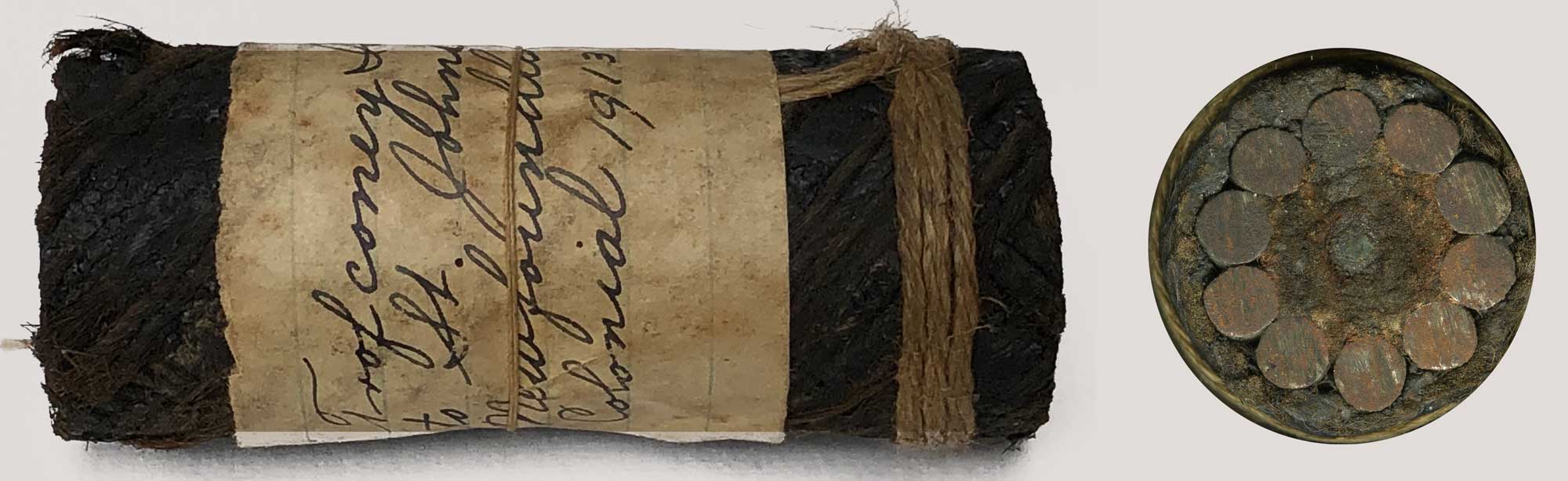
The photographs below of the core sections and cables are to scale, and under each image are details of the number and type of conductors, the overall diameter including the gutta percha insulation (for cores), and the length of the sample. Following this is an expanded description of the cable for which the core was used, with corrections to dates, names of ships, and other information.
While there is no provenance for this group of cores and cables, the date range and geographical locations on seven of the samples suggest that they were collected by a cable company staff member who served on one or more cableships in the North Atlantic in the latter part of the 19th century and into the beginning of the 20th. The earlier cables in the group were all made by Siemens Brothers and laid using the company’s purpose-built cableship, CS Faraday (1), and the later ones were made and laid by the Telegraph Construction & Maintenance Co (Telcon) using a variety of cableships, so it is possible that the person who collected them worked first for Siemens and then for Telcon. Both companies’ ships would have been laying new cables and performing repairs on the many existing cables on those busy routes The dates on the labels identify when each cable was first laid; repairs could have been performed many years later.
Cable Repairs: When a fault was detected in a cable, electrical measurements made from both ends could determine the location of the problem within a few miles. A cableship would then be despatched to grapple the cable on the seabed and haul it aboard for repairs, which were made by splicing in a new length of cable to replace the piece with a break or other fault. In the course of the repair the cable armouring would be stripped back to expose the core (the copper + insulation) so that the splice could be made. It would be very easy during this operation to collect as souvenirs either short sections of the core or pieces of the cable complete with armouring (as with two of the samples in this group).
Repairing a cable on board ship by replacing a defective section of cable required two splices. The splices were made in an operation called “jointing” in the cable industry. This was a critical task, as a failure in the joint would result in a loss of communication. Before the days of shipboard radio, which was not introduced until the early 20th century, the cable staff on the ship would not know if their repairs had been successful until they returned to port, so it was essential for the jointer, who had to work on the deck of the ship in all weathers, to follow very precise procedures. The techniques and tools used can be seen at the link above.
Jointing was such an important operation that the Telegraph Construction & Maintenance Co (Telcon) issued small instructional cases for each of their cableships. The case contains thirteen core sections of a typical cable of the 1880s/90s, each carefully prepared to show one of the steps in making a sound joint. Behind a glass cover in the lid of the case are illustrations and instructions for each step. The core sections in the sample case are similar in design to those from 1900 and 1905 shown below.
Conductor design: The cable samples in this group show how several different designs were used for the copper conductor over the years. The first-ever ocean cables, laid from Dover to Calais in 1850 and 1851, had a single copper wire as the conductor. This is the most efficient way to manufacture a conductor, as it uses the simplest technique for drawing copper wire down to the required diameter. Unfortunately, it is also a design with no redundancy - any stress or damage which causes the copper wire to break results in complete failure of the cable. There are no examples of this type of conductor in the group.
The first improvement was in 1854, when the cable across the Cabot Strait from Newfoundland to Nova Scotia used a seven-strand conductor - all wires the same gauge, with six wrapped around one. This had the advantage that if mechanical stress caused one wire to break, the circuit would remain intact. Although more complex to manufacture, this design became the standard for the next thirty years, and continued to be used for many years after that. Examples 1, 2, 5 and 9 below use this type of conductor.
As cable technology improved, and increased traffic required higher bandwidth, it was determined that for optimum signal transmission over long circuits it was desirable to pack as much copper as possible into the cross-section of the conductor. A single strand of copper was of course the easiest way to to do this, but as we have seen, this was also not the best way. The six-around-one conductor suffered from having air spaces in between the seven wires, and there was no way to improve this multi-wire strand without a new concept.
By the mid-1870s, Siemens Brothers had a solution to this problem with a new designs for their long cables, which at that time were mostly the high-traffic circuits across the Atlantic. in 1875 Siemens first used a conductor with a large centre wire, similar to that on the old single-strand conductors, but with eight (later eleven or more) smaller wires spiral-wrapped around it. These provided the essential redundancy for the conductor, and the smaller diameter greatly reduced the air gaps, producing an efficient conductor. This design can be seen in examples 3 and 4, and a magnified view of the conductor in example 3, the 1884 Ireland to Nova Scotia cable made by Siemens for the Commercial Cable Company, is shown below left.

Telcon Conductor - 4 tapes around 1 wire
German Atlantic Cable of 1900 |

Siemens Conductor - 11 around 1
1884 Ireland to Nova Scotia Cable |
|
Magnified view of the two conductors side by side
This view shows that the two different designs
have almost exactly the same amount of copper |
Telcon followed with similar approach, but spiral-wrapped four or six flat copper tapes around the large central wire rather than multiple small round wires. This of course resulted in no air gap at all, but the tapes would have been more expensive to make than round wires and the assembly of the conductor would have required new machinery. Examples 6 and 7 show this technique. The conductor of example 6, the German Atlantic cable of 1900, was made to Telcon’s design by the German firm of Felton & Guilleaume, and a magnified view of it is shown above right.
Both manufacturers continued to use the standard six-around-one conductor when the highest efficiency was not needed.
Gutta percha remained the standard insulation for subsea cables until the 1950s, when it was replaced by polyethylene, which could be manufactured to a consistent standard and did not require cutting down millions of trees every year. The 1950s also saw new cable designs, although the first telephone cable across the Atlantic, TAT-1 in 1956, still used the flat copper tape style of conductor, and it was not until the end of the decade that coaxial conductors became the new standard. |










{kind=link}